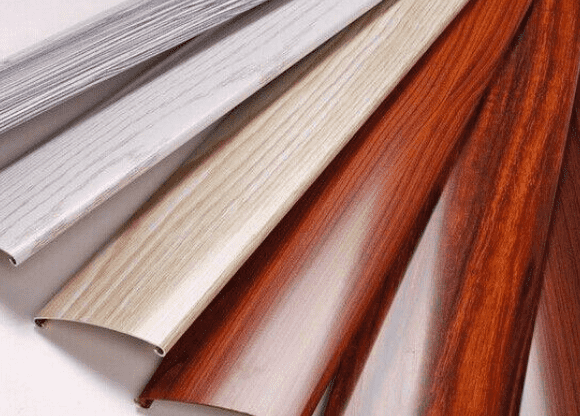
알루미늄 합금 나뭇결 페인트는 모조 나뭇결 효과의 99 %를 달성 할 수 있으며 알루미늄 합금에 브러시 나뭇결 페인트는 나무 링의 효과를 볼 수있는 것처럼 밝은 색상으로 베어 알루미늄 합금입니다. 알루미늄 합금 건물 후 나뭇결 페인트 장식을 사용하면 사람이 원시림, 원래의 생태 자연 환경을 다시 느낄 수 있을 뿐만 아니라 주변 경관이 많이 추가되어 이제 알루미늄 합금에 나뭇결 페인트를 붓는 것이 패션과 트렌드가 되었습니다. 엔지니어링 분야.

오늘날 나뭇결 페인트 공정과 모조 나뭇결은 이미 대중과 사용에 의해 받아 들여졌으며 우리에게 깊은 사랑을 받았습니다. 절강 hong shan 예술 코팅 나뭇결 페인트는 무독성, 무미, 무미의 건설 과정에서 솔질 된 Lao shifu입니다. 오염, 알루미늄 나뭇결 페인트 접착 높은 내후성, 동시에 실내뿐만 아니라 실외 알루미늄 목재 래커도 특히 인기가 있습니다.
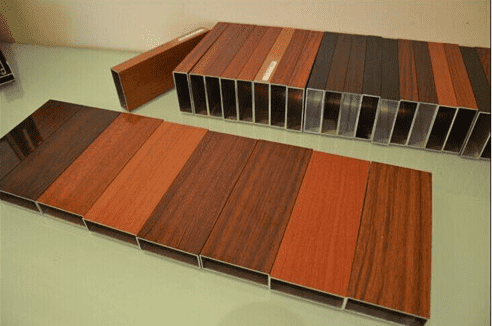
나뭇결 전사 인쇄 프로필은 정전기 분말 스프레이를 기반으로 고온 Hua Hua 열 침투의 원리에 따라 가열, 압력, 전사지 또는 전사 필름을 통해 나뭇결 패턴에 빠른 전사 및 침투가 분사되었습니다. 프로필에. 그래서 나뭇결 프로필 질감이 선명하고 입체감이 강하고 나뭇결의 자연스러운 느낌을 반영 할 수 있으므로 전통적인 목재 대신 이상적인 에너지 절약 및 환경 보호 소재입니다.
나뭇결은 알루미늄에 대한 접착력이 강하고 독성이 없으며 독특한 냄새가 없으며 청소하기 쉽습니다. 제품 라인이 명확하고 실물과 같으며 입체감이 강하고 외관 장식 효과가 좋으며 단순함으로 돌아갑니다. 자연으로 돌아가는 시각적 효과. 정전기 스프레이 알루미늄 프로파일 표면의 코팅 필름은 환경에 대한 오염 없이 공기 중에서 비휘발성 및 비산화성입니다. 스프레이 표면에 퇴적된 먼지는 일단 청소되면 수 있습니다. 원래의 광택과 모양을 복원합니다.
나뭇결 전사 인쇄 공정에 대한 다음 세부 정보。
공정 1: 대면적 또는 특수한 형상의 기판에 적합.
1단계: 스프레이된 기본 재료 선택
두 번째 단계: 나뭇결 열전사 용지가 느슨해지는 것을 방지하기 위해 고온 내성 접착 용지 고정 용지 인터페이스로 포장된 기판으로 전송됩니다.(참고: 나뭇결 열전사 앞면 용지는 전사할 인쇄물의 면에 붙여야 합니다.)
세 번째 단계: 그런 다음 고온 저항과 우수한 밀봉 기능을 갖춘 튜브 비닐 봉지의 기질에 싸인 나뭇결 열전사 용지에서 비닐 봉지가 될 때까지 비닐 봉지의 두 끝에서 진공 청소기로 청소하십시오. 완벽하고 효과적으로 기질에 가깝습니다.
진공 음압 크기는 기질의 특성을 기반으로 해야 하며 비닐 봉지는 일반적으로 0.3 ~ 0.8Mpa 사이의 적절한 조정을 하기 위해 음압 및 기타 요인을 견딜 수 있습니다.(참고: 비닐 봉지를 사용하는 목적은 나뭇결을 강제하는 것입니다. 열전사 용지가 음압을 통해 기판에 완전하고 효과적으로 부착되도록 합니다.)
네 번째 단계: 기판은 오븐 베이킹에 포장되었으며, 베이킹 온도 및 시간 길이는 전송할 기판의 특성에 따라 조정되어야 하며, 질감의 깊이와 오븐 및 기타 포괄적인 특정 성능을 전달합니다. 요인, 일반적으로 온도 160 ~ 180℃, 시간 5 ~ 8분
5단계: 오븐에서 옮겨진 기판을 꺼내고, 옮겨진 기판의 한쪽 끝에서 비닐 봉지를 떼어내고(참고: 이 비닐 봉지는 영리를 위해 재사용할 수 있습니다), 열전사 용지를 찢고, 그리고 표면을 청소하십시오.
공정 2: 평평한 기판에 적합합니다.
1단계: 정전기 스프레이된 기판 선택
두 번째 단계 : 나뭇결 열전사지의 전면과 상점의 전면에 전사 할 기판
세 번째 단계: 판 열전달 기계 압력, 가열, 일반적으로 160 ~ 180℃의 온도를 전달, 18 ~ 25초 동안 시간
네 번째 단계: 열전사 용지를 찢고 PET 열전사 필름 전사를 사용하고,
공정 3: 특수 형상 기판에 적합.
1단계: 정전기 스프레이된 기판 선택
두 번째 단계: PET 열전사 필름으로 포장된 기판으로, 초음파 씰링 기계로 PET 열전사 필름을 관형 백에 밀봉합니다.(참고: PET 열전사 필름의 전면과 기판을 전사 페이스트의 면입니다.)
세 번째 단계: 관형 PET 열전사 필름 백의 양쪽 끝에서 PET 열전사 필름이 기재에 완전하고 효과적으로 근접할 수 있을 때까지 진공입니다. 진공 음압 크기는 기재 및 PET 열전사 필름의 특성을 기반으로 해야 합니다. 일반적으로 0.3 ~ 0.8MPa 사이의 적절한 조정을 위해 부압 및 기타 요인을 견딜 수 있습니다.
네 번째 단계: 기판을 오븐에 포장하여 베이킹하고 베이킹 온도와 시간의 길이는 전송할 기판의 특성, 전송할 텍스처의 깊이 및 특정 성능에 따라 조정해야 합니다. 오븐 및 기타 포괄적 인 요소, 일반 전사 인쇄의 온도는 160 ~ 180 ℃, 시간은 5 ~ 8 분
5단계: PET 열전사 외에 수동 또는 기계적 블로잉(즉, PET 열전사 필름 관형 백 블로잉 폭발)을 사용하여 오븐에서 꺼내 기판으로 옮겼습니다.
게시 시간: 2021년 5월 21일